锻造车轮是锻件的一种分类,主要使用于门式起重机-桥式起重机-矿山机械等。
产品图片



简介:
锻造车轮主要用于负载比较大,工作条件比较严峻的起重机上面,例如冶金起重机、淬火起重机等。锻造车轮是利用锻压机械对金属毛坯使其产生塑性变形,并使其获得一定的机械性能和形状。
锻造车轮在锻造过程中,通过锻压能金属在冶炼过程中产生的铸态疏松等缺陷,优化组织结构,同时保持完整的金属流线。所以锻造车轮组的机械性能大大优于同等材料的铸造车轮。尺寸较大,批量较小的锻造车轮我们一般采用自由锻,尺寸较小,批量较大的以模锻为主。锻造车轮一般采用锻造60钢 42CrMo65Mn等材质。
锻造车轮价格
锻造车轮主要用于负载比较大,工作条件比较严峻的起重机,被许多的现代化企业所使用。那么目前关于锻造车轮的市场报价大概是多少呢?下面简单跟大家聊一下。

根据市场的大量调查我们得知,目前市场上关于锻造车轮价格一般都在几百到几千不等的范围,它受产品设计、材料、功能,型号等等因素的影响,并没有一个具体的价格信息,如果大家想要了解更多关于锻造车轮报价信息,河南省重科起重机有限公司建议大家亲自与供应商进行沟通、咨询。
而河南重科则是一家15年专业制造锻造车轮的生产厂家,欢迎您的来电咨询!
锻造车轮厂家
河南重科是一家15年专业制造锻造车轮厂家,我们以市场为导向,以品质为基础,以实惠的价格和良好的服务推进顾客成功为目标,所有产品均为厂家直销,可定制。价格透明,欢迎来电咨询:0373-5859666
河南重科,值得信赖的锻造车轮生产厂家!
锻造件与铸造件的不同:
一、工艺不同
铸造车轮是将熔化的铝水浇铸在砂模中,待其冷却成型后再经过机械加工(去毛边,修整外观,抛光)制造而成。
而锻造则是使用钢制模子,将加热软化的铝块置于其中,用冲压的方法使其成型,待冷却之后再经过机械加工制成。
二、成本不同
铸造工艺简单粗暴容易大量生产,所以成本相对低一些,而锻造由于工序较为复杂,因而制造成本较为高昂。
三、重量不同
锻造轮毂在生产过程中由于铝块经过不断冲压,因此在成型之后,其分子结构会变的非常紧密,所以可以承受较高的压力,因而在相同尺寸相同强度下,锻造轮毂也比铸造轮毂质量更轻。
四、锻造工艺更先进
锻造:

- 锻造车轮采用万吨级压力机将固态铝棒预热后在模具型腔内锻压成型,分子结构更加均匀、细化,不存在铸造的成分偏析、疏松、氧化夹杂等缺陷。
- 锻造采用全自动化流水线生产,工艺控制点主要为温度和压力。过程稳定,品质稳定。
铸造:

- 铸造车轮工艺包含熔炼、浇铸、冷却成型,铸件会出现疏松、气孔、氧化夹杂等缺陷,因冷却的先后不同,会产生不同部位力学性能相差很大。
- 铸造工艺受熔炼、除气、调质、浇铸多个过程影响,过程影响大,品质波动大。
五、锻造轮毂内部分子排列更密
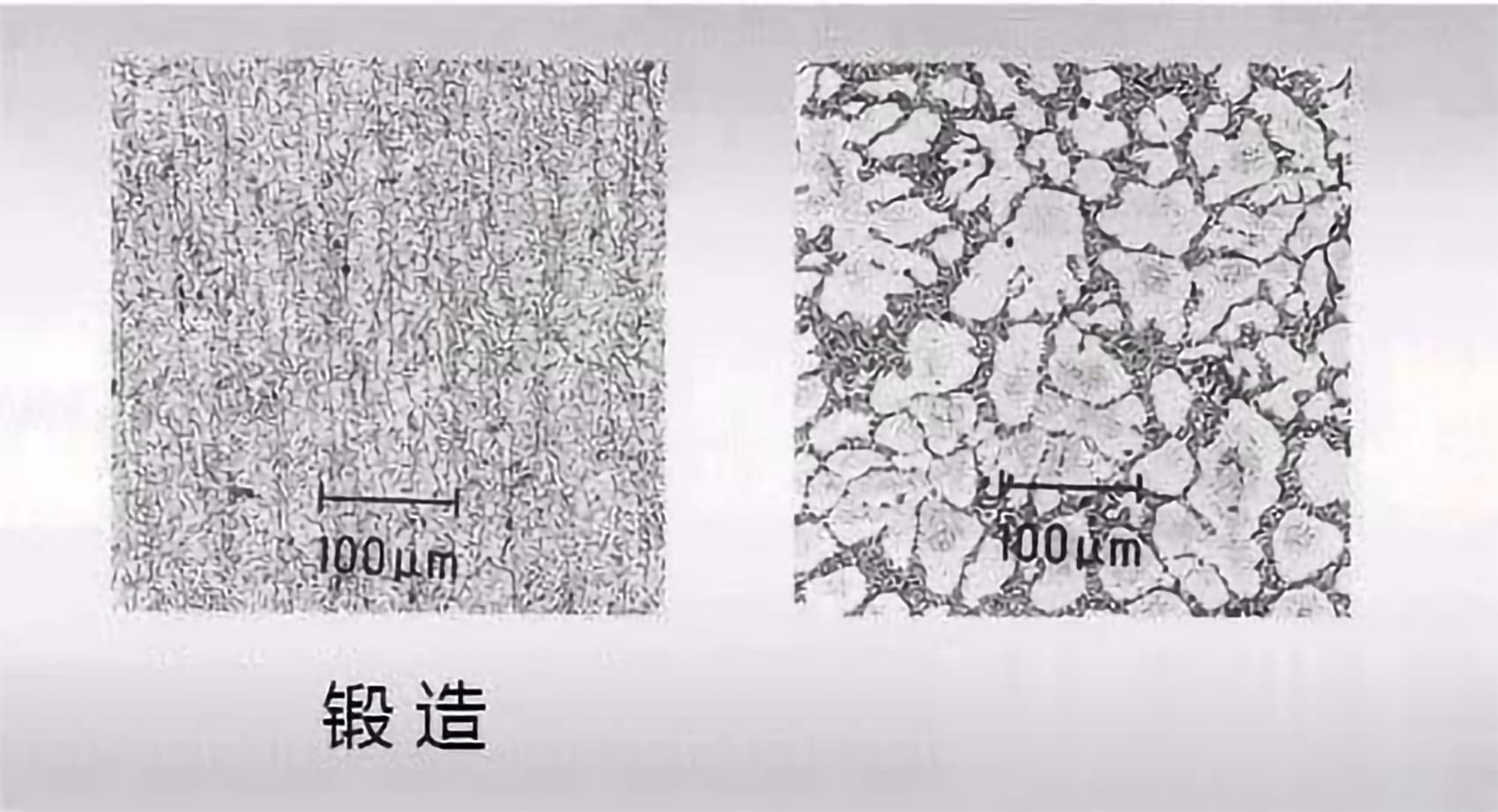
锻造金属分子呈纤维状,晶粒尺寸为20µm左右;铸造金属分子呈蜂窝状,晶粒尺寸为80µm左右。分子排列也决定了轮毂强度和韧性。
锻造车轮在锻造过程中的检验和控制:
- 坯料的温度检测和控制:
若有温度检测系统,并且带有分选装置,实现温度测量和控制较易实现,可靠度较高,但有一个要点,就是对热电偶要定期比对和校准,并做好记录。对超温料要当班报废,对低温料可再返工加热,并可多次加热使用,对温度合格但未锻坯料,根据产品要求,可重复加热2到3次,对要求严格的车轮锻件,这种坯料需集中一起,在锻造结束时作为一个批次生产,并做好记录和标识。对要求不严的车轮锻件,可当班随时处理,无须单独标识和记录。
若没有温度检测系统,应用比色卡比对温度。也可凭经验判断,但须有一定经验的电炉工和炉前工。
- 锻造制坯时的检测和控制:
制坯有镦粗、拔长、折弯、镦头等,若用工装模具且带有限位,则制成的坯料尺寸稳定,质量能有保证。若限位不易实现,应在制坯旁放一个比对物,在制坯操作时随时比对。因制坯操作很快,慢了会导致温度下降很快,尺寸测量难度大,测量操作需要快捷准确,不易实现,因此用比对物的方法,简单易行。
- 锻造成形工序的检验和质量控制:
此工序的主要工作是调整厚度,模具对正,容易出现的缺陷有,尺寸超差、缺材、折叠、错模、磕碰、标记缺失或不清晰、有氧化坑,对难出模的件,易出现弯曲或变形。
- 锻造制坯时的检测和控制:
制坯有镦粗、拔长、折弯、镦头等,若用工装模具且带有限位,则制成的坯料尺寸稳定,质量能有保证。若限位不易实现,应在制坯旁放一个比对物,在制坯操作时随时比对。因制坯操作很快,慢了会导致温度下降很快,尺寸测量难度大,测量操作需要快捷准确,不易实现,因此用比对物的方法,简单易行。
- 锻造成形工序的检验和质量控制:
此工序的主要工作是调整厚度,模具对正,容易出现的缺陷有,尺寸超差、缺材、折叠、错模、磕碰、标记缺失或不清晰、有氧化坑,对难出模的件,易出现弯曲或变形。
切边工序检测和质量控制。检查切边尺寸是否合格的便捷方法是用样板,切边工序主要检测内容:毛刺、有无过切、残余飞边大小、有无冲头压痕、有无磕碰、有无冲切变形。
- 整形工序的检测和质量控制:
整形是为了弥补锻造过程中产生的变形,为了达到更准确的尺寸要求和更好的表面形状和粗糙度。整形工序的检查要点是:所整尺寸是否达到预期要求,是否产生压痕,有无矫枉过正,有无干涉到其他尺寸。
检查切边尺寸是否合格的便捷方法是用样板,切边工序主要检测内容:毛刺、有无过切、残余飞边大小、有无冲头压痕、有无磕碰、有无冲切变形。
- 整形工序的检测和质量控制:
整形是为了弥补锻造过程中产生的变形,为了达到更准确的尺寸要求和更好的表面形状和粗糙度。整形工序的检查要点是:所整尺寸是否达到预期要求,是否产生压痕,有无矫枉过正,有无干涉到其他尺寸。




